
Сокет Кливис нәрсә ул?
Сокет клевис шулай ук розетка теле дип атала, полюс линиясе технологиясенең аерылгысыз компоненты.
Бу гадәттә өстән сызыкларда, тапшыру линияләрендә һәм электр линияләрендә кулланыла.
Бу полюс линия аппаратында төп компонент, ул гадәттә розетка тибындагы изоляторны һәм киеренке кыскычны тоташтыра.
Моны карагыз:

Сокет клевисының тоташуы төрле илләрдә полюс линиясе технологиясен көйләүче законнарга карап үзгәрә.
Шулай итеп, җиһазга заказ бирергә карар иткәнче, сезнең илдә тоташуны белү мөһим.
Мәсәлән, Африкада кулланылган розетка клевисы үз эченә ала:
"Алюминий үткәргеч корыч ныгытылган (ACSR)" рокет теле.
Тышкы диаметры 7 мм белән 18,2 мм (25 квадрат миллиметр һәм 150 квадрат миллиметр) арасында.
Ул шулай ук "туп һәм рокет тибындагы стандарт диск изоляторында" кулланылган, диаметры 16 мм.
Нигә сезгә Сокет Кливис кирәк?
Полюс линиясе аппаратының аерылгысыз өлеше буларак, рокетк клевисы кайбер максатларда кулланыла.
- Ул розетка тибындагы изоляторны һәм киеренке кыскычны яки терәкне тоташтыра.
- Ул бер кылның изоляторына кушылу өчен кулланыла.Мисалларга "туп һәм розетка, клевис һәм тел тоташуы, күп катлы изоляторлар өчен камыт тәлинкәләр" керә.
- Электр линияләрендә шулай ук электр элемтәсе буларак кулланырга мөмкин.
- Overир өстендә, ул поездларга, троллейбусларга, трамвайларга электр энергиясе белән тәэмин итүнең аерылгысыз өлеше буларак кулланыла.
- Электр тапшыру линияләрендә ул радио ешлыкларында альтернатив агымнарны үткәрүдә булышу өчен эшләнгән системаның бер өлеше.
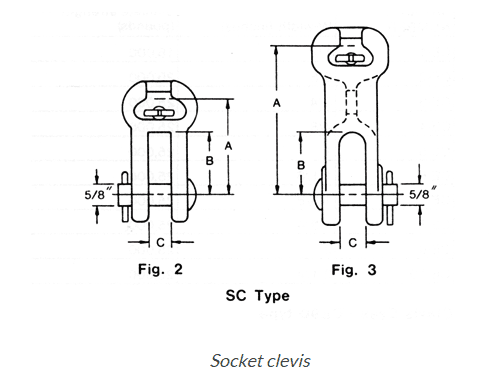
Сокет Кливисның төп компонентлары
Сокет клевисы - төрле өлешләр һәм компонентлар җыелмасы.
Дизайн һәм формада төрле булсалар да, монда иң еш очрый торган өлешләр.
1. Анкор богаулары
Бу металл кисәге, гадәттә, U формасындагы һәм клевис пин һәм болт белән тәэмин ителгән.
Шулай ук, аны тиз чыгару блоклау механизмы булган эленгән металл цикл ярдәмендә тәэмин итеп була.
Төрле бәйләү системаларында төп сылтама булып эшли, чөнки алар тиз тоташалар һәм өзәләр.
2. Кливис пин
Бу клевис пин, кливис һәм танг кебек өч төп компонентка ия булган клевис бәйләүченең аерылгысыз өлеше.
Пинкалар ике төрле, укымаган һәм җепле.
Укылмаган кадакларның бер очында гөмбәзле баш бар, икенче очында кросс тишеге бар.
Кливис пинны урында тоту өчен, бүленгән пин яки коттер пин кулланыла.
Икенче очындагы җепле пин бер ягында башлар формалаштырды, икенче ягы җепле генә.
Пинны куярга кирәк булганда, гайка ярдәм итә.
3. Кливис болт
Ул клевис пины белән эш итү өчен кулланылырга мөмкин, гәрчә ул клевис пин белән эшләнгән стрессны алмаса да.
Алар киеренкелек йөкләрен алу һәм саклау өчен ясалган.
4. Коттер пин
Ул шулай ук кулланылган илгә карап бүленгән пин дип атала.
Онытмагыз, бу металл кисәк, монтажда иелгән очлары белән бәйләүче ролен башкара.
Ике металл кисәкне бергә бәйләүдә кулланыла.
5. Болт
Бу тышкы ир-ат җепләре булган һәм винтка охшаш булган бәйләүче төре.
Гадәттә гайка белән бергә кулланыла.
Бер очында болт башы, икенче очында тышкы ир җеп.
6. Жаңгак
Бу җепле тишек булган бәйләүче төре.
Төрле өлешләрне бергә бәйләү яки бәйләү өчен болт белән бергә кулланыла.
Партнерлык сүрелү аша җепләрнең кушылуы белән бергә куелган.
Моннан тыш, бу бергә кушылган өлешләрнең сузылуына һәм кысылуына бәйле.
Сокет Кливисның техник спецификасы
Сокет клевисын сатып алганчы, түбәндәге төп техник үзенчәлекләргә игътибар итергә кирәк:
1. Материал төре
Розетка ярмаларын ясауда кулланылган материалларның төре корыч һәм тимер.
Бу материалларга өстенлек бирелә, чөнки алар җитәрлек көчле, авырлыкка һәм стрессларга каршы тора ала.
2. faceир өстен эшкәртү
Розетка ярыклары коррозиягә чыдам булсын өчен, кайнар суга баткан гальванизация процессы аша узалар.
Кайнар чумдыру гальванизациясе тимер яки корыч клевисны цинкка батыруны үз эченә ала һәм аны соңгы шома кагу өчен.
Тимер һәм корыч эретелгән цинкта 449 градус температурада юыналар.
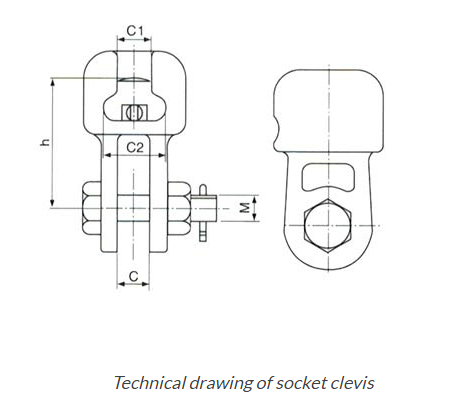
3. ensionsлчәмнәр
Розетка клевисындагы үлчәмнәр җайланманың зурлыгына карап үзгәрә.
Шулай ук, розетка клевисының зурлыгы зуррак.
Киңлеге һәм озынлыгы миллиметр белән үлчәнә, авырлыгы килограммда билгеләнә.
4. Дизайн
Сокет клевисындагы дизайн аны җитештерүче компаниягә бәйле.
Гадәттә, клиентның үзенә кирәк булган дизайн төрендә әйтәсе килә һәм бирем өчен ул башкарачак.
Сокет клевисының дизайны ул башкарырга тиеш булган функциягә туры килергә тиеш.
5. Бәяләнгән йөк
Розетка клевисындагы бәяләнгән йөк аның эшләгән көченә бәйле.
Клиент клевис сатып алганчы башкарачак функцияне күрсәтергә тиеш.
Аннары җитештерүче бәяләнгән йөк турында иң урынлы розетка турында киңәш бирәчәк.
6. Авырлык
Розетка клевисының авырлыгы җайланманың зурлыгына, җайланма ясауда кулланылган материалга бәйле.
Башка материаллар башкаларга караганда авыррак, нәтиҗәдә авырлыкта зур аерма бар.
Киңлек, озынлык кебек үлчәмнәр төрле, авырлыгы да төрле.
Сокет Кливис җитештерү процессы
Manufacturingитештерү процессы җылыту, формалаштыру, аннальлау, аннары кайнар суга батыру белән башлана.
Aboveгарыда телгә алынган процесслар куркыныч һәм гадәттә тармаклар өчен калдырыла.
Материаллар: кирәкле төп чимал - тимер һәм розетка клевисының формасы.
Кайбер машиналар бу процесс өчен бик кыйммәт.
Бу Jingyoung кебек эре тармакларга җитештерү өчен калдырылган.
Сак булыгыз: Кливис ясау процессы тимерне бик югары температурада эшкәртү белән бәйле.
Бу куркыныч процесс һәм эретелгән тимер белән эшләгәндә бик сак булырга кирәк.
Сез шулай ук саклагыч кием һәм итек киеп йөрергә тиеш.
Asлчәүләр: Бу производствода кулланылачак материалның тиешле күләмнәрен алу процессы.
Бу клиентның спецификасы буенча эшләнә, махсус розетка ярылган очракта.
Материал бүтән процессларга дучар булганчы кирәкле кисәкләргә киселә.
Atingылыту процессы: Чуен эретү өчен бик югары температурада җылытыла.
Чуен - иң өстенлекле материал, чөнки ул башкалар белән чагыштырганда түбән температурада эри.
Ул катыдан сыек хәлгә үзгәртелә.
Эретелгән тимер бик кайнар һәм бу процесс вакытында бик сак булырга кирәк.
Түбән эрүдән кала, чуен яхшы сыеклыкка, яхшы эшкәртүчәнлеккә, киемгә каршы тору һәм чыдамлы деформациягә ия.
Бу үзлекләр аны розетка клевисы ясауда кулланылган иң өстенлекле материал итәләр.
Молдинг: Аннары эретелгән тимер розетка клевисы формасына куялар.
Форма формада формалашкан, аның розетка теленә охшаган тишеге бар.
Сыек тимер форма формасын ала, ул розетка клевисы.
Аннальинг: Өченче адым - тимернең микросруктурасын үзгәртә торган җылылык белән эшкәртү формасы.
Бу розетка клевисын үз көченә, катылыгына, тотрыклылыгына ирешә торган процесс.
Суыту: дүртенче адым формалашкан тимерне салкынга калдыруны үз эченә ала.
Суыту процессы әкрен формада калырга һәм ярылмаска мөмкинлек бирә.
Кайнар суга салу - суытылган тимер аша үткән соңгы процесс.
Бу коррозиядән саклау өчен цинк ярдәмендә розетка клевисын каплауны үз эченә ала.
Розетка клевисы эретелгән цинкка 449 градус температурада батырыла.
Бу вакытта розетка клевисы әзер һәм куллану өчен яхшы булуын тикшерәләр.
Сокет Кливисны ничек урнаштырырга?
Сокет клевисын урнаштыру - монтажлау алдыннан баганаларны урнаштыруны таләп итә торган процесс.
Барлык материалларның да урынында булуына һәм сезне кирәкле биеклекләргә күтәрер өчен баскыч барлыгына инаныгыз.
- Изолятор кыллары баганага менәр алдыннан җиргә җыелырга тиеш.Theирдәге кылларны җыю багана өстендә эшләү белән чагыштырганда җиңелрәк.
- Изоляторлар һәм җиһазлар шулай ук җиргә һәм шулай ук биек биеклектә урнаштырылган.
- Урнаштыруның эффективлыгын арттыру өчен, аеруча төзелеш шартлары булганда, җир җыю өстенлекле.
- Биек биеклектә җыю төзелеш чикләүләре булганда башкарыла.
- Биек биеклектә изоляторлар һәм арматура урнаштыру процессы вакытында эшчеләр баскычка кораллар, арканнар һәм корыч ленталар йөртәләр.
- Кроссны урнаштыру позициясе билгеләнә һәм аркан ярдәмендә ул тартыла.
- Кросс кулы урнаштырылган, аннары изолятор һәм изолятор сызыклары кебек башка җиһазлар урнаштырылган.
Сокет клевисы полюс линиясе аппаратының бик мөһим компоненты һәм профессионаллар тарафыннан урнаштырылган.
Ул башкарган эш төре, тәҗрибәсе булган кешеләрдән моны урнаштыруны таләп итә, чөнки хаталар кабул ителмәгән.
Башка кешеләр ярдәменнән башка монтажны сынап карау бик куркыныч, моны индивидуаль эшләп булмый.
Пост вакыты: 17-2020 сентябрь